Overview
This post explains the rigorous methodology that I have developed and am currently following for measuring double-edge (DE) razor blade dimensions for incorporation in the B&B ShaveWiki. Blade dimensions are comprehensively defined and clearly illustrated. Measuring equipment, including a digital micrometer, a digital caliper, and two homemade fixtures, are pictured and discussed. The measurement process is fully detailed from blade and instrument preparation to measuring blade thickness with the micrometer and measuring blade periphery (width, length, etc.) and cutout dimensions with the caliper and fixtures. Future work is briefly addressed.
Introduction
DE razor blade dimensions affect how blades fit and perform with DE safety razors, but certainly due to the difficulty involved and the time required, and possibly due to lack of interest, measuring blade dimensions has been largely neglected. Some blade width measurements have been reported ([thread]49913[/thread], [thread]110054[/thread], [thread]179348[/thread], [thread]465509[/thread]), but measurements of blade thickness and other dimensions are virtually nonexistent. Further, for measurements that have been reported, measurement details are severely lacking, which brings accuracy into question, and the number of measurements are singular or so few that averages and other statistical values cannot be reliably calculated. The right tools and methods must be employed in order for measurements to be accurate and precise, and measurement details should be documented to increase trustworthiness of the measurements and provide guidelines for those wishing to similarly make measurements. With good measurements across enough samples of blades, statistical values (means, standard deviations, ranges, etc.) of blade dimensions can be accurately calculated and published for each blade, and subsequently, blade comparisons could be performed and blade dimension values would be available for other analyses, such as determining how photo analysis results for razors change with different blades.
Background
Since my first post here on July 8, 2016 ([thread]495208[/thread]), I have recognized the connection between blade width and blade exposure, but I had no way of accurately measuring blade width, and seemingly reliable measurements reported on the Internet were found to be almost nonexistent. Therefore, I purchased a digital caliper and a digital micrometer and started developing a sound methodology for making accurate and precise measurements of DE blades. On August 25, 2016, I posted about how I had become able to accurately measure blade width using a digital caliper and a homemade cardstock fixture, looking beyond blade width in concluding that "Badger & Blade will someday have a comprehensive blade dimensions table in the ShaveWiki, I hope" ([thread]499240[/thread]). My idea of a comprehensive DE razor blade data table was expanded upon shortly afterwards to include sharpness and smoothness user ratings, etc. ([thread]499764[/thread]). Not long after that, I reported on how blade width and thickness measurements with my digital caliper and digital micrometer, respectively, were identical within precision before and after blades were used, but that I preferred to stick with only unused blades as the best practice for collecting official blade dimension measurements ([thread]500429[/thread]). On September 15, 2016, I posted an updated illustration of blade dimensions and stated how I had put blade measurements on hold until solid fixtures could be made out of acrylic sheet that I bought, at which point I'd be "set for the indefinite future with consistent measurement tools for making blade measurements" ([thread]500988[/thread]). It wasn't until November 4--5, 2016, that I finally made those acrylic fixtures, as discussed in this post, and since then, I have further refined my measurement process and started making official measurements.
DE Razor Blade Dimensions
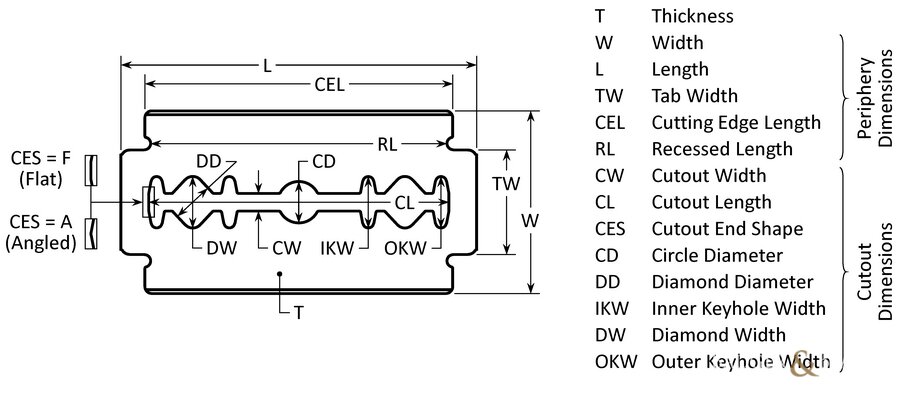
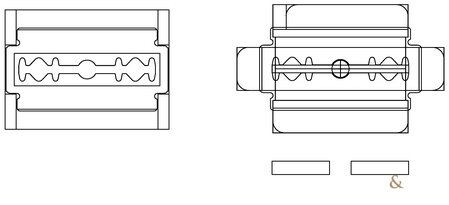
The illustration above depicts the top view of a nominal representation of a DE razor blade. All dimensions that can be measured reliably with a micrometer and a caliper are included and labeled with appropriate nomenclature. Thickness, as the distance between the top and bottom blade surfaces, is the smallest of the blade dimensions, but it strongly relates to blade deflection or so-called "blade flutter" during shaves. Width, length, tab width, cutting edge length, and recessed length compose the group of periphery dimensions, the foremost of which is blade width due to its relationship with blade exposure and razor performance. On the interior of each blade is its cutout, where material was cut out to form the shape, resulting in several cutout dimensions. The cutout has a primary width and length, but it also has shapes that can be broadly recognized as a central circle, two diamonds, two inner keyholes, and two outer keyholes. Even though DE razor blades vary, the differences in shape are largely limited to more rounded or sharper corners that are difficult to quantify. The cutout end shape, however, can be easily identified as either flat or angled as part of the outer keyholes. This detail may be significant in how a particular blade fits in a given razor. Depending on the razor, certain cutout dimensions, such as cutout width or circle and diamond diameters, may be more important than others with respect to so-called "blade play" when loading a blade. Centerline distances between the circle, diamonds, and keyholes also matter, but since they are difficult to measure precisely, they are not included in the illustration. Periphery dimensions, while relating to fit and performance with a razor, may also relate to how a blade loads in a razor.
Overall, DE razor blade thickness, periphery dimensions, and cutout dimensions are significant and can be measured accurately and precisely with the right equipment. Since measurements generally vary from sample to sample for any given blade, which has an associated brand and a possible model name, each illustrated blade dimension, with the exception of cutout end shape, will have a distribution of values that correlates to a mean (average value), a standard deviation, a range, and other statistical values.
Digital Micrometer
Blade thickness is typically around 0.1 mm (0.004 in.), so measuring it is best done with a micrometer having a sufficiently small resolution for precise measurements. In order to accomplish this goal at a reasonable price, I purchased the iGAGING 0--1 in. IP40 Digital Micrometer (item no. 35-040-025) for $39.97. The digital micrometer, which can be switched between measuring in millimeters or inches, has a resolution of 0.001 mm or 0.00005 in. and an accuracy of 0.003 mm or 0.00015 in., which are considered sufficient for precise and accurate measurements of blade thickness. When gauge blocks were measured, the micrometer exhibited zero deviation in all six measurements from 0.10000 in. to 1.00000 in., as documented in the calibration certificate.
As pictured below, the micrometer comes in a semitransparent plastic case within a thick paper sleeve. The micrometer's spindle turns toward and away from the anvil by turns of either the friction-drive thimble or the quick-drive speeder. The speeder is the smaller knob at the end of the thimble and is meant for faster movement of the spindle. Nevertheless, the thimble is designed to be the primary driver of the spindle. A big advantage of the thimble over the speeder is that one hand can simultaneously hold the micrometer and turn the thimble, turning with the hand's thumb and index finger, to make a measurement of an object that might be held in the other hand, while operating the speeder usually requires two hands on the micrometer. Another convenient feature of the thimble is that it ratchets and will stop the spindle from advancing when a fairly consistent amount of force is encountered. The measuring force with the friction-drive thimble is either 4 N to 7 N (0.90 lb to 1.6 lb) or 5 N to 10 N (1.1 lb to 2.2 lb) according to the calibration certificate or the manual, respectively. The ratcheting thimble allows for more repeatable, precise measurements, particularly when the micrometer is employed by someone who has not developed the light, consistent touch of an experienced user.




The LCD readout should be zero (0.000 mm or 0.0000 in.) when the spindle is closed on the anvil as the desired origin for absolute measurements. This state is pictured below with a zoomed-in photo of the carbide measuring surfaces, which have diameters of about 6.47 mm (0.255 in.), making flat contact with one another. When ratcheting the thimble and yielding a nonzero readout, the datum can be reset, making the LCD readout become zero, by holding down the power button for at least two seconds.


Digital Caliper
Since the micrometer described above has only outside measuring faces for measuring outside distances of objects, the micrometer cannot be used without modification to measure the DE blade cutout dimensions that have been illustrated here. Further, several of the blade periphery dimensions cannot be measured with the micrometer due to its insufficient range of around one inch. While other periphery dimensions can be measured with the micrometer, doing so is precarious due to the turning of the micrometer's spindle and the potential for significant blade deformation, especially when trying to measure blade width between the blade's cutting edges. Given these issues, another measuring instrument is needed.
A caliper can be used to accurately and precisely measure the illustrated blade dimensions that a micrometer cannot physically or conveniently measure. To this end, I purchased the iGAGING OriginCal 0--6 in. Absolute Origin IP54 Digital Caliper (item no. 100-700-06) for $39.95, as shown by the photographs below. The digital caliper comes protected by a custom foam insert in an opaque plastic case within a thick paper sleeve. As is typical, the caliper has a pair of larger outside jaws for outside measurements and a pair of smaller inside jaws for inside measurements. One of the outside jaws and one of the inside jaws are fixed to the end of a beam, while the other jaws are a part of the slider that slides along the beam and shows the LCD readout of the distance between the measuring surfaces of the fixed and sliding jaws. The measuring surfaces of the outside jaws are generally wider than the measuring faces of the inside jaws, but the jaws are similarly narrow near their tips for easier access to tighter areas.




With outside and inside measuring faces that can access tighter areas, and with a larger range of about six inches, the digital caliper pictured here is a more versatile measuring instrument than the digital micrometer pictured above, but the caliper has a larger resolution, resulting in less precise measurements. The digital caliper has a resolution of 0.01 mm or 0.0005 in. and an accuracy of 0.02 mm or 0.001 in., depending on whether the output is in millimeters or inches. As documented in the calibration certificate, caliper measurements of gauge blocks had zero deviation for all five outside measurements from 0.0000 in. to 6.0000 in. and both inside measurements of 0.2000 in. and 1.0000 in.
The resolution and accuracy of the caliper are certainly worse than of the micrometer, but even though the caliper may not be considered good enough for measuring blade thickness with resolution and accuracy being roughly 10 % and 20 %, respectively, of blade thickness, caliper measurements may be considered accurate and precise relative to the multiple periphery and cutout dimensions that have been illustrated above. These dimensions range from around 2 mm (0.08 in.) to around 43 mm (1.7 in.), so caliper resolution roughly ranges from 0.023 % to 0.5 % of measured distance and caliper accuracy roughly ranges from 0.047 % to 1 % of measured distance. Resolution and accuracy are relatively better for the caliper measurements of periphery and cutout dimensions than for the micrometer measurements of blade thickness, while the micrometer measurements are still more accurate and precise than the caliper measurements in an absolute sense.
As pictured below, the LCD readout is zero (0.00 mm or 0.0000 in.) when the caliper jaws are closed in corresponding to the origin for absolute measurements. The hand is shown in the normal fashion with the thumb having turned the slider's thumbwheel against the beam in moving the slider to close the jaws. Zoomed-in photos of the closed jaws depict how the measuring faces of the larger outside jaws are flatly contacting one another and the measuring faces of the smaller inside jaws are lined up with each other. A great feature of this digital caliper is that it keeps track of the origin position, so it is theoretically unnecessary to reset the origin, even after repeated use of the caliper that may have involved quick movements of the slider. Nevertheless, if resetting the origin is necessary or desired, the "ORIGIN" button can be continuously pressed with an object much thinner than a finger for at least five seconds with the slider in position to yield a zero readout.

Periphery and Cutout Fixtures
The digital micrometer and caliper discussed above are appropriate instruments for measuring blade dimensions, but while the micrometer and a pair of hands are enough equipment for measuring blade thickness with accuracy and precision, fixtures are needed to flatly secure the blade for accurate and precise measurements of periphery and cutout dimensions using the caliper. Without fixtures, the blade is free to significantly deform by action of the caliper and/or the hand holding the blade, distorting measurements. Fixtures should, therefore, hold the blade flat, but allow just enough access for the caliper to contact the blade where needed in order to minimize blade deformation and maximize measurement accuracy and precision. Maximizing accuracy and precision also requires that the fixtures help position the blade relative to the caliper when appropriate, especially when positioning is otherwise difficult. In addition to making measurements better and easier, fixtures make the blade much safer to handle, which is another significant advantage.
A clear acrylic sheet, pictured below with its protective film pulled back, was chosen as the primary fixture material. Clear plastic is advantageous because it is relatively easy to machine and allows for more observation of blade contact with the caliper's outside measuring surfaces. The thickness of the acrylic sheet was chosen, based on availability, to be appropriate for design purposes, which resulted in the purchase of a sheet with a reported thickness of 0.080 in. (2.03 mm). Deviation in thickness was anticipated before purchase, after which the actual thickness was measured as around 1.90 mm (0.075 in.). In order to bond pieces of the acrylic sheet together, forming fixture pieces, an acrylic cement was purchased. The cement, shown below, is clear and was especially formulated to bond acrylic plastic, but also works with other plastics.


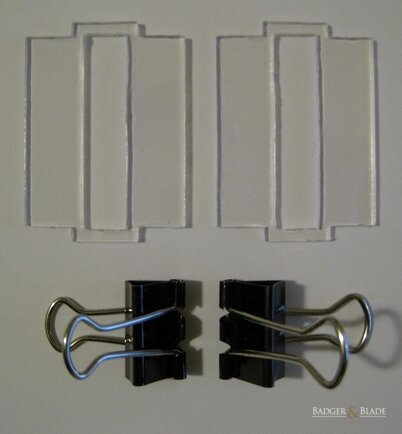
With the acrylic sheet and cement in my possession, and with overall designs of the fixtures in mind, I proceeded to electronically draw full-scale templates of the acrylic periphery and cutout fixture pieces, as illustrated below. The cutout and periphery fixture templates are on the left and right, respectively. I started making the cutout fixture because it is much simpler than the periphery fixture. On November 4, 2016, I printed two copies of the cutout fixture template, used scissors to separate the two pieces, and used glue stick to adhere them to the protective film on the acrylic sheet. After drilling holes in the center of the template pieces for a scroll saw blade to access, I used a scroll saw to cut out the interior rectangles and then the exterior shapes. The paper templates and the protective film were finally removed to finish the two acrylic cutout fixture pieces. The next day, on November 5, 2016, I similarly used a scroll saw to cut out the more complicated acrylic periphery fixture pieces, making sure to first drill the center holes and align the templates to them in order to ensure alignment of the larger pieces. The acrylic cement was used to bond the two sets of larger acrylic pieces, and after minor sanding to the two smallest acrylic pieces, they were cemented inside the bottom periphery fixture piece. A small belt sander was used for smoothing edges and making one major correction to the bottom periphery fixture piece so that it fits correctly on the caliper for blade width measurements. With all of the effort put into making the clear acrylic fixture pieces, there will hopefully be little to no yellowing of them over time.
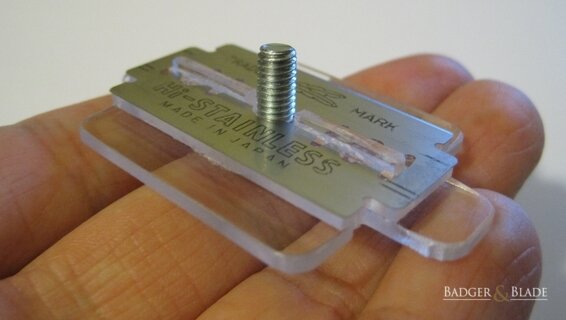
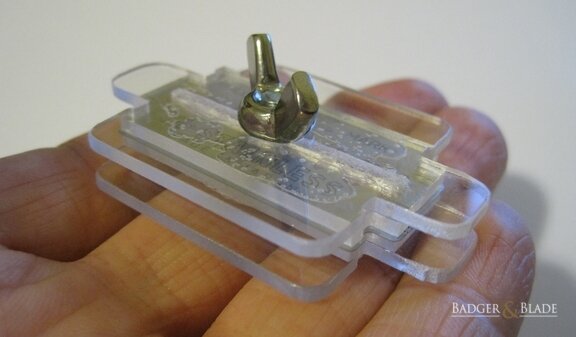
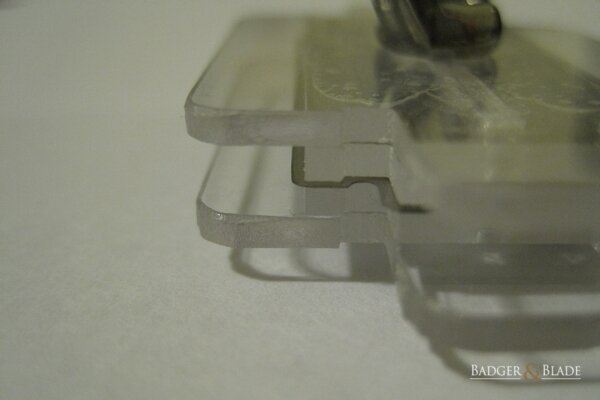
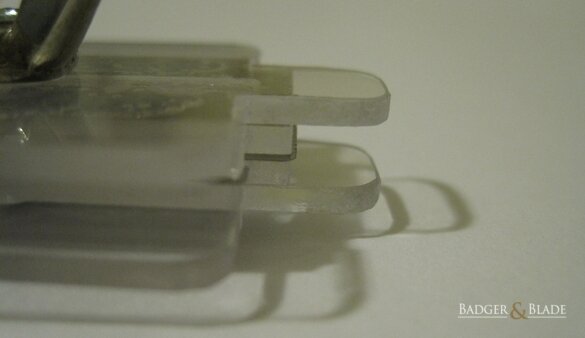
The periphery fixture for aiding caliper measurements of DE razor blade periphery dimensions is pictured below. It is composed of top and bottom acrylic pieces, one #10-32 x 1/2 in. round head combo machine screw, and one #10-32 wing nut. The bottom piece contains protrusions that closely fit inside the blade cutout so as to properly and easily position the blade inside the fixture. With the blade sitting on the bottom piece, the top piece is then pressed into place and the wing nut is tightened on the machine screw to securely hold the blade flat in the periphery fixture. Overhanging plastic above and below the blade's cutting edges makes handling the fixture very safe. Close-up photographs show how the blade's peripheral edges are slightly exposed to effectively minimize blade deformation while measuring periphery dimensions with the caliper's outside measuring faces, which require contact with the blade's peripheral edges. Details are discussed in a later section on how each periphery dimension is measured using the digital caliper and the periphery fixture. Nevertheless, it should be noted that the exposure of the blade periphery will have to be increased if it is discovered that the exposure is too small for a particular blade with respect to a specific dimension, preventing measurement of the dimension.






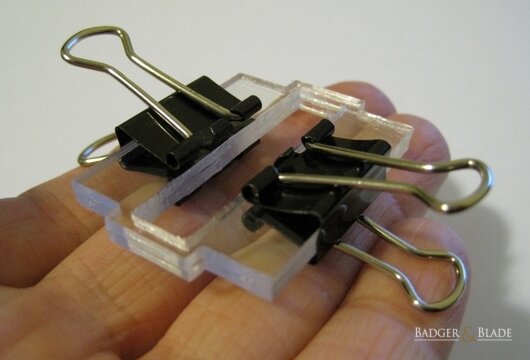
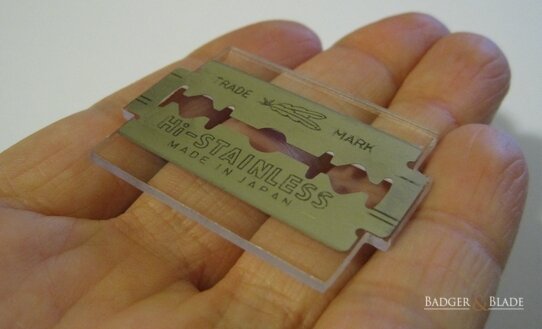
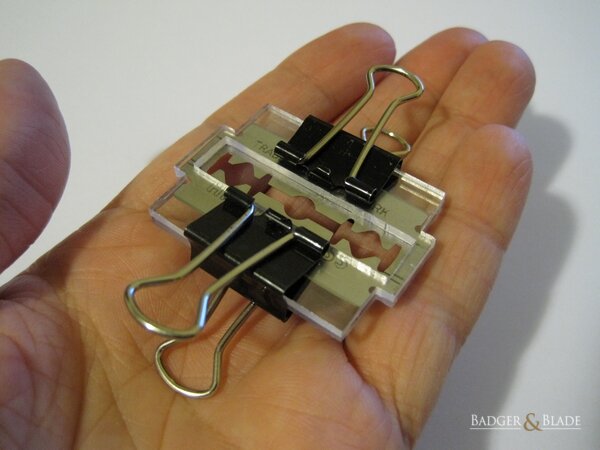
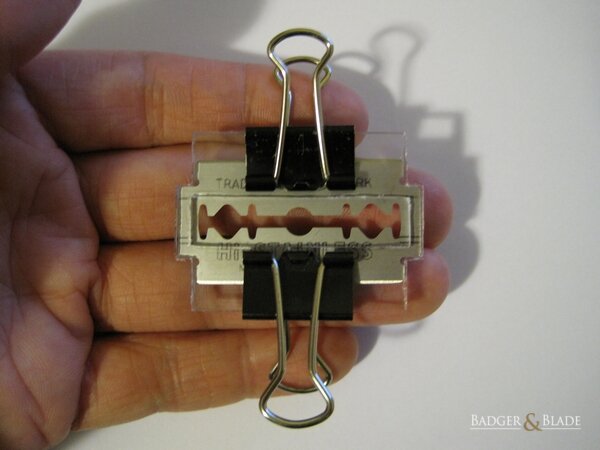
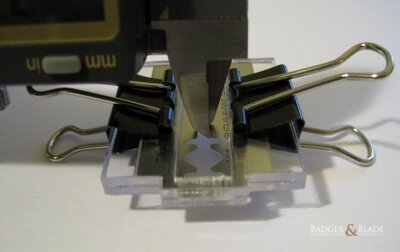
The cutout fixture for helping with caliper measurements of DE razor blade cutout dimensions is depicted below. Given that its top and bottom acrylic pieces are simpler shapes and were made without bonding, the cutout fixture is considerably simpler than the periphery fixture. As pictured below, the cutout fixture is composed of two identical, symmetric acrylic pieces and two small binder clips. When setting the blade in the fixture, the blade is placed on one of the acrylic pieces, the other acrylic piece is placed on top, the blade is centered, and the binder clips are clipped on the longer sides of the cutout fixture to firmly hold everything together. Centering the blade could be made easier with some sanding of the blade tab areas on the acrylic pieces, which would allow more access to the blade tabs for the fingers to touch them and adjust the blade position. Regardless of this design improvement option, the blade is firmly held flat, hands are protected from the blade's cutting edges, and the rectangular holes of the acrylic pieces allow plenty of room for the measuring faces of the caliper's inside jaws to contact the blade cutout edges. Cutout measurement details are provided later.
DE Razor Blade Measurement Process: Cleaning the Blade and Measuring Surfaces
The process of measuring the dimensions of a DE razor blade using the micrometer, caliper, and fixtures discussed above is depicted in detail below. Photographs fairly represent each step of the measurement process, even for steps that involve two hands and, therefore, could not be perfectly photographed by myself. Accompanying text provides details for each step of the measurement process. All measurements are made in millimeters (mm).
The measurement process begins with removing the unused blade from its wrapper(s). If the blade has any wax spots on it, then with minimal contact from my fingers, I do my best to carefully wipe off the wax spots with a tissue.

To ensure that the blade is as clean as possible, which could involve removing residual wax or dried glue, I use a microwave to bring some filtered water to a boil, place the blade in the just-boiled water, and use a toothpick to move the blade around for probably less than thirty seconds, flipping it over a few times during the process. The very hot water quickly removes any residual wax and might visibly start to rust the blade if it is made of carbon steel. After cleaning the blade, I use the toothpick to pick up the blade from its cutout and then I quickly wipe and dry off the blade with a tissue or paper towel.

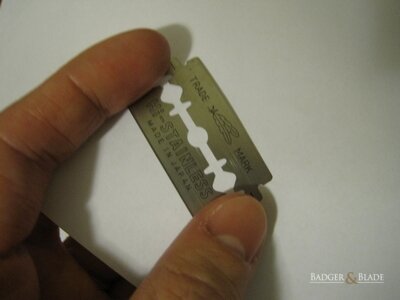
The blade may still have a film of oil on it from manufacturing or handling, which can affect micrometer measurements, so as a final step of blade cleaning, isopropyl alcohol (91 % alcohol by volume) is used as a degreaser and general-purpose cleaner. First, my hands are washed and dried. Isopropyl alcohol is then poured on and absorbed into clean white multipurpose paper, creating a flexible and fairly lint-free cleaning surface, and then the blade is held by its tabs while it is thoroughly wiped across the cleaning surface. The blade is carefully flipped over a few times, and in cleaning both sides, the blade is also angled and dragged to clean the cutting edges. Immediately after cleaning the blade with isopropyl alcohol, the blade is quickly wiped dry on a dry area of the white paper. The clean and dry blade is directly handled by only touching the blade tabs, in order to minimize contamination, and is set aside on another piece of clean paper.


The outside and inside measuring surfaces of the digital caliper and the measuring surfaces of the digital micrometer are also cleaned with rubbing alcohol on clean paper. In doing so, the measuring faces of each instrument are temporarily closed, if possible, and dragged along the cleaning surface multiple times to remove any film and/or specks that may be present. This cleaning is especially important for the digital micrometer with its finer resolution. The measuring surfaces are visually inspected for cleanliness, cleaned again if determined necessary, possibly with the aid of a clean cloth, and set aside to dry, after which the measuring instruments are visually inspected again.



DE Razor Blade Measurement Process: Measuring Blade Thickness
The digital micrometer is turned on, the thimble is ratcheted with the spindle closed on the anvil, and the origin is checked multiple times with repeated ratcheting of the thimble. The readout will likely vary by 0.001 mm at times, but if the readout is not zero at its lowest for most of the time right after the thimble is fully ratcheted, then the origin is reset, as previously discussed, and the origin is checked again. This process is repeated as necessary to calibrate the micrometer for blade thickness measurements.

Blade thickness is measured first due to its measurements being the most sensitive with respect to potential adulteration of the clean blade and micrometer measuring surfaces. Similar to my ratcheting of the thimble during origin calibration, I let the micrometer handle the "feel", or force, of when to stop turning the spindle and I take the readout, which can vary by the micrometer resolution, as the predominant one observed after the thimble is ratcheted. This makes my micrometer measurement technique consistent from one blade to the next and largely traces back to my instrument, rather than myself. Measurements with the micrometer are typically made at six places, three on each side of the blade near the cutting edges. The blade thickness is then taken as the average, or sample mean, rounded to the micrometer resolution of 0.001 mm.

DE Razor Blade Measurement Process: Measuring Periphery Dimensions
With blade thickness measured, the blade is loaded into the periphery fixture, as previously illustrated, in advance of caliper measurements of the aforementioned periphery dimensions. The digital caliper is then turned on, the caliper jaws are closed, and the origin is checked. The caliper was designed so that resetting the origin would be unnecessary and more difficult than simply using one's finger to hold down a button, as mentioned earlier. Based on my experience with measuring numerous blades using the caliper, the claim about not needing to reset the origin appears to be holding true as of this writing. If resetting the origin ever becomes necessary or desired for consistency, it will be done, of course. Repeatedly checking and resetting the origin would be required, at least, if using a digital caliper that does not absolutely track the origin.

Periphery dimensions of the blade in the periphery fixture are measured with the caliper, and as such, there is some "feel" involved. Measuring with the caliper involves turning its thumbwheel to move the slider and make the caliper's outside measuring surfaces contact the blade. There is subjectivity in how forcefully one tries to turn the thumbwheel when the measuring surfaces are contacting the blade. This "feel" directly relates to the force applied by the caliper onto the blade, translating into slightly less or more movement of the slider, which could register as a difference in the measurement readout. When making periphery measurements, the most difference that I have observed when experimentally varying between relatively lighter and much harder "feel" is 0.01 mm, which is the caliper resolution. Effort is made for consistent and reasonable use of the thumbwheel with a lighter touch in general. Repeated measurements are, therefore, often found to be identical. Sample measurements for each periphery dimension, as discussed below, are averaged and rounded to the caliper resolution of 0.01 mm, resulting in a sample mean for each dimension.
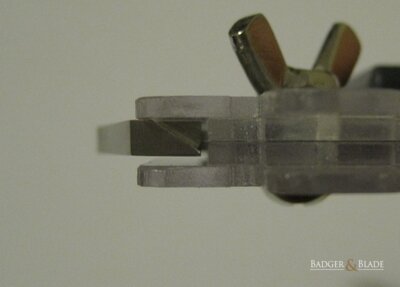
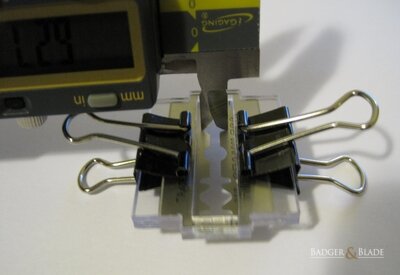
Blade width is measured at least twice, once with gravity naturally pulling the periphery fixture down on the caliper's outside jaws and another time with the periphery fixture having been moved up on the caliper's outside jaws. In both cases, the periphery fixture properly holds the blade perpendicular to the measuring faces of the outside jaws for accurate and precise measurements. Transparency of the periphery fixture allows for visual confirmation from the top view that the blade's cutting edges are making maximum contact with the caliper's outside measuring surfaces. A close-up photo down a cutting edge shows how the cutting edge is exposed enough by the periphery fixture for unobstructed contact with the measuring surface, which is visually confirmed for each cutting edge before making width measurements. If there is a difference in the two initial width measurements, which is uncommon, then more measurements are made before settling on a sample mean.

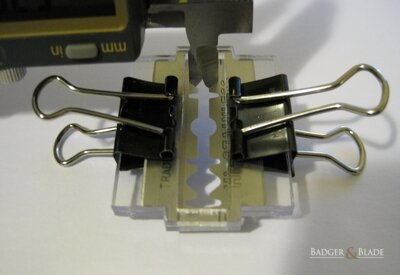
Blade length is measured in a similar manner as blade width, involving multiple measurements that result in an average value. For increased accuracy, measurements are made as close to the caliper's beam as is reasonable. This standard practice is employed with other measurements, as well.

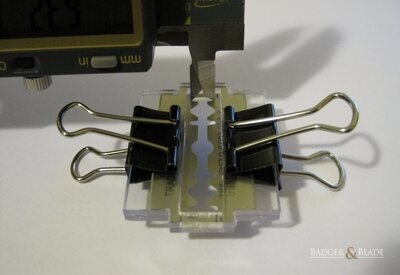
With two blade tabs, tab width is measured for each blade tab. Measuring blade tab width involves orienting the blade tab perpendicular to the measuring surfaces of the caliper's outside jaws. This is done by eye and hand with little to no measurement deviation noticed when experimentally throwing off the orientation angle. As with blade width and length measurements, blade tab width measurements are repeatedly made until an average value is settled on.

Cutting edge length is measured in the same fashion as tab width.

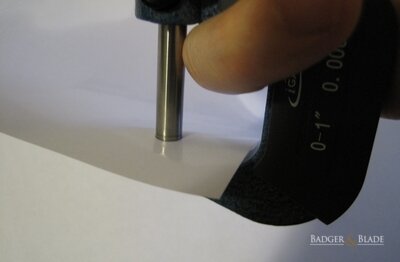
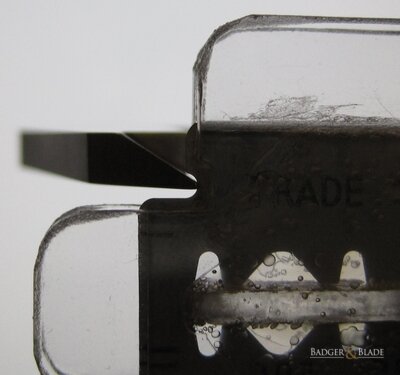
Recessed length is the only periphery dimension that requires contact of measuring surfaces with curved blade edges, specifically concave blade edges that necessitate using the thin tips of the caliper's outside jaws. The measuring surfaces of the thin tips are flat, not sharp, which prevents them from making perfectly flush contact with concave edges. Thus, the distance between the outside measuring faces is actually slightly greater than the true minimum distance between the pair of concave blade edges associated with recessed length, despite the close contact between the caliper and blade shown by the close-up photograph below. Considering caliper resolution, this shortfall in accuracy may result in slightly greater measurements for recessed length.

DE Razor Blade Measurement Process: Measuring Cutout Dimensions
Cutout dimensions are measured last. In order to measure the cutout, the blade is removed from the periphery fixture and loaded into the cutout fixture, as previously shown. The digital caliper is either turned on or is still on after just having measured periphery dimensions, but in any case, the origin is quickly checked.
Measuring cutout dimensions involves using the caliper's inside jaws by turning the caliper's thumbwheel to move the slider and make the caliper's inside measuring faces contact the blade, so there is "feel" involved as before when periphery dimensions were measured. As with the thin tips of the outside measuring surfaces, the inside measuring surfaces are also thin and flat, which similarly prevents them from making perfectly flush contact with concave blade edges. Therefore, the drop in accuracy experienced with measuring the periphery dimension of recessed length is experienced here with the cutout dimensions that involve concave blade edges. Repeated measurements of cutout dimensions involving flat blade edges are typically within the caliper precision of 0.01 mm, just as with measurements of periphery dimensions, but measurements of cutout dimensions involving concave blade edges are less accurate and have been observed as dependent on both the force applied by the caliper and the curvature of the blade edges. A more forceful "feel" is thus applied when measuring cutout dimensions involving more curved blade edges to make closer contact of the inside measuring faces with the blade, increasing consistency and accuracy and making repeated measurements generally vary by the caliper precision of 0.01 mm at most. Sample measurements for each cutout dimension are discussed below, and as with periphery dimensions, measurements of cutout dimensions are averaged and rounded to the caliper resolution of 0.01 mm, resulting in a sample mean for each dimension.
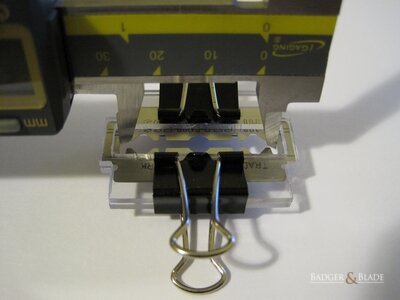
Cutout width is the first measured cutout dimension. In measuring cutout width, the cutout fixture with the secured blade is held in one hand, while the other hand holds the caliper perpendicular to the blade edges for accurate and precise measurements. Cutout width is measured at two different locations along each flat narrow region right next to the center hole. If at least three of these four measurements are identical, with at most one of the four measurements deviating by the caliper resolution, then the cutout width is simply taken. Otherwise, more measurements are made before settling on the sample mean. Due to measuring difficulty, cutout width is not measured between the keyhole and diamond regions of the cutout.
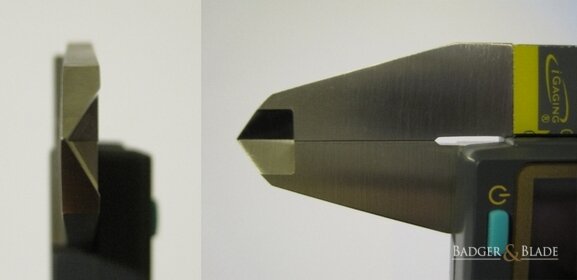
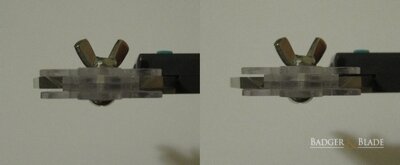
Cutout length is measured between the flat or angled ends of the blade cutout. Careful attention is paid to make the caliper's inside measuring surfaces similarly contact the blade at the centers of the cutout ends. Examples of flat and angled cutout end shapes are pictured below on the left and right sides of an image, respectively. At least two measurements of cutout length are made, and if these repeated measurements do not precisely match, then at least one more measurement is made with respect to developing the sample mean.

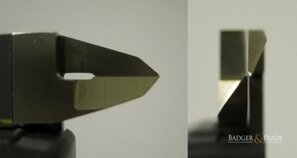
Circle diameter is measured at three different orientations, as shown below, and these measurements are usually repeated in converging on a sample mean.

Diamond diameter is measured for each pair of parallel, or nearly parallel, edges of each diamond cutout region, meaning that at least four measurements are taken in finding an average diamond diameter value. It is possible that one pair of edges may be spaced differently than the other pair of edges in the diamond regions. If such a situation is encountered, then only the smaller of the two gaps is considered for the sample mean, since a circular pin/post from a DE safety razor would be limited by the smaller spacing.

Inner keyhole width is measured for both keyholes as many times as needed for averaging purposes. More force is applied with the caliper on the concave blade edges compared to flat edges, as previously noted, and due to the relatively small distance between the concave blade edges and the out-of-plane offset between the caliper's inside measuring surfaces, there is actually a noticeable rotation of the caliper with measurements in this case. Given these factors, measurements of inner keyhole width are not as reliable as measurements for most other dimensions. Thankfully, inner keyhole width is likely to not be considered as important as many other dimensions.
Diamond width is measured similarly to inner keyhole width, holding the cutout fixture in one hand and operating the caliper with the other hand, but less curved blade edges provide the caliper's inside jaws more room for deeper access inside the diamond cutout regions.
Outer keyhole width is measured in the same way as inner keyhole width.
With all measurements made, the measuring equipment is put away. In keeping the equipment clean and in good condition, the equipment may be wiped with a clean cloth or simply with a clean hand to remove any visible smudges and/or specks.
Future Work
DE razor blade dimensions are being measured and electronically recorded for future publication in the B&B ShaveWiki. Specifically, blade specimen measurements will be published in tables for each blade, and overall blade measurements will be published in a comprehensive table so DE razor blades can be easily compared to one another. Statistical analysis results will be included in the individual blade tables and partially included in the comprehensive table. Cutting edge facet angles and thicknesses are not measured, and the same goes for cutting force as a measure of sharpness. There is currently no plan for measuring these properties.
Last edited by a moderator:


 I see that you haven't been sleeping all the time that you've been missing from the forum G.
I see that you haven't been sleeping all the time that you've been missing from the forum G. 
 Yep! That's right, Cal! It's good to hear from you.
Yep! That's right, Cal! It's good to hear from you.